Последний блог
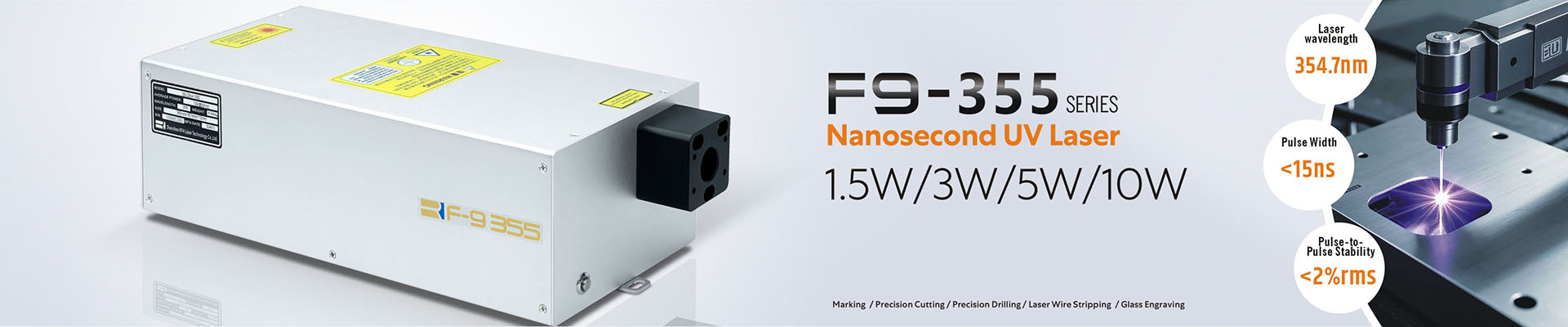
Технология обработки наносекундным ультрафиолетовым (УФ) лазером
Jun 21 , 2022Технология обработки наносекундным ультрафиолетовым (УФ) лазером
Линейный модуль поможет вам понять процесс обработки стекла с помощью УФ-лазерной маркировочной машины. Ультрафиолетовая лазерная маркировочная машина, когда лазер используется для процесса травления и маркировки на стекле, требуется высокая плотность энергии, но если плотность энергии слишком высока, могут возникнуть трещины и даже разрушение краев, а плотность энергии слишком низко, что приведет к маркировке точек. Он тонет или не может быть протравлен непосредственно на поверхности, поэтому его трудно обрабатывать. Итак, давайте взглянем на технологию обработки машины для УФ-лазерной маркировки.

ультрафиолетовый лазер | зеленый лазер | Ультрафиолетовые лазеры | ультрафиолетовый лазер dpss | наносекундный лазер | УФ лазерный источник | Твердотельные лазеры
Насколько известно редактору линейного модуля, УФ-лазерная маркировочная машина маркирует листовое стекло, что напрямую связано с пиковой мощностью лазера, размером пятна фокусировки и скоростью гальванометра. Иногда свет мощного лазера не вытравливается на поверхности стекла, а проходит напрямую. Это связано с тем, что пиковой мощности лазера недостаточно, или плотность энергии недостаточно сконцентрирована.
Пиковая мощность зависит от лазерного кристалла, ширины импульса и частоты. Чем уже ширина импульса и ниже частота, тем выше пиковая мощность лазера. Нам нужно только изменить скорость сканирования гальванометра на соответствующее значение, чтобы получить лучший эффект обработки. Однако следует отметить, что на скорость сканирования также влияет частота самого лазера. Если частота слишком низкая, это также приведет к утечке.
Напротив, редактор линейного модуля узнал, что при маркировке на гнутом стекле на ультрафиолетовый лазер воздействует криволинейная поверхность, а для обработки особенно важны глубина фокуса пятна фокусировки и метод сканирования гальванометра. эффект, то есть влияет на пиковую мощность лазера. , пятно фокусировки, скорость сканирования гальванометра, режим сканирования гальванометра, глубина фокуса пятна и диапазон поля зрения и т. д. Когда плотность энергии достигает стандарта, мы обнаружим, что воздействие на поверхность стекла хуже по мере приближения к краю, и его даже нельзя обрабатывать на поверхности. Причина в том, что глубина резкости слишком мала.
Следовательно, для анализа технологии обработки стекла УФ-лазерной маркировочной машиной для материала стекла с большой амплитудой и высокой твердостью, такого как гнутое стекло, следует выбрать лазер с высокой мощностью ультрафиолетового луча и узкой шириной импульса, которая превышает независимую исследования и разработки лазера. Для обработки таких деталей больше подходят лазеры и гальванометры.